
The pipe fittings manufacturing process is a highly specialized industrial operation. Various manufacturing processes are used to produce essential components such as elbows, tees, reducers, and other pipe fittings.
Understanding how these parts are made ensures you select the right materials and specifications for your piping systems. Whether using hot-forming or cold-forming techniques, each fitting requires a tailored approach.
Pipe fittings are manufactured using specialized hot-forming, cold-forming, extrusion, hydraulic bulging, deep drawing, and forging processes. The manufacturing method depends on the fitting type, material, diameter, wall thickness, pressure class, and applicable ASME and ASTM standards.
What You’ll Learn
This guide explains:
- What the pipe fittings manufacturing process is
- How elbows, tees, reducers, caps, and stub ends are manufactured
- Differences between hot-forming and cold-forming
- Materials commonly used
- Applicable engineering standards
- Manufacturing quality control
- Heat treatment requirements
- Inspection and testing methods
- Industrial applications
- Frequently asked engineering questions
Raw Materials for Pipe Fittings
Before diving into the forming methods, it is crucial to understand the starting materials. Fittings are typically manufactured from a seamless or welded pipe containing filler material. Note that standard ERW and EFW pipes cannot be used to manufacture these fittings. For large diameter fittings, manufacturers rely on heavy steel plates as the base material.
Primary Forming Methods
To manufacture wrought fittings, several distinct hot and cold-forming processes are used. The most common overarching methods include:
- Hot forming or Extrusion Method.The
- Hydraulic Bulge method, which is a cold forming process.
- UO or Single-weld seam Method.
- Monaka or Double-weld seam Method.
- Deep Drawing Method, used specifically for caps.
- Flare Method, utilized for Stub ends.
The Elbows Manufacturing Process
Elbows are fundamental in changing the direction of fluid flow. They can be created using several specific techniques depending on their size and material.
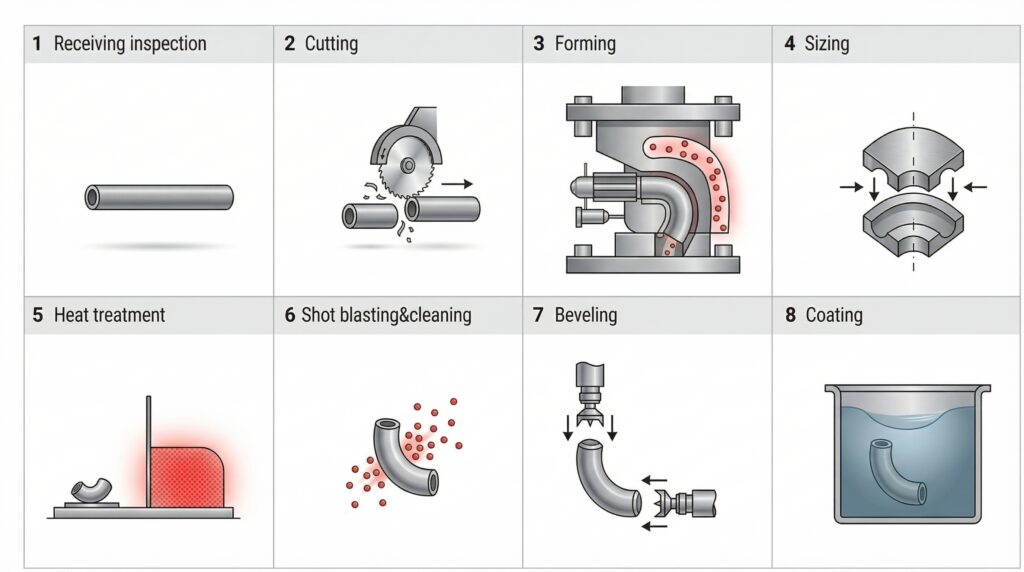
Mandrel Method (Hot Forming)
One of the most common pipe-fitting manufacturing processes for creating elbows is the mandrel method, a type of hot forming.
- In this technique, the raw pipe is cut into pieces and mechanically pushed using a hydraulic ram.
- An induction heating coil heats the pipe as it is pushed over a specialized die known as a “mandrel”.
- This mandrel allows the pipe to simultaneously expand and bend into the correct shape.
- The mandrel method is highly versatile and can be used to manufacture a wide range of elbow diameters.
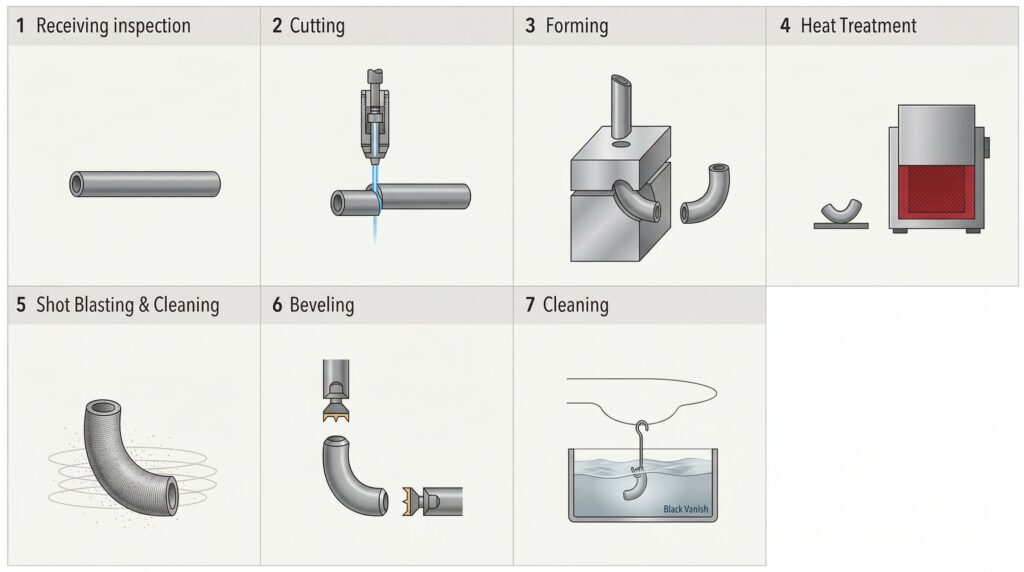
Extrusion Method (Cold)
In the cold extrusion method, a pipe with the same diameter as the final product is forced through a die to achieve its desired shape. This process is usually applied to small- to medium-sized stainless steel elbows.
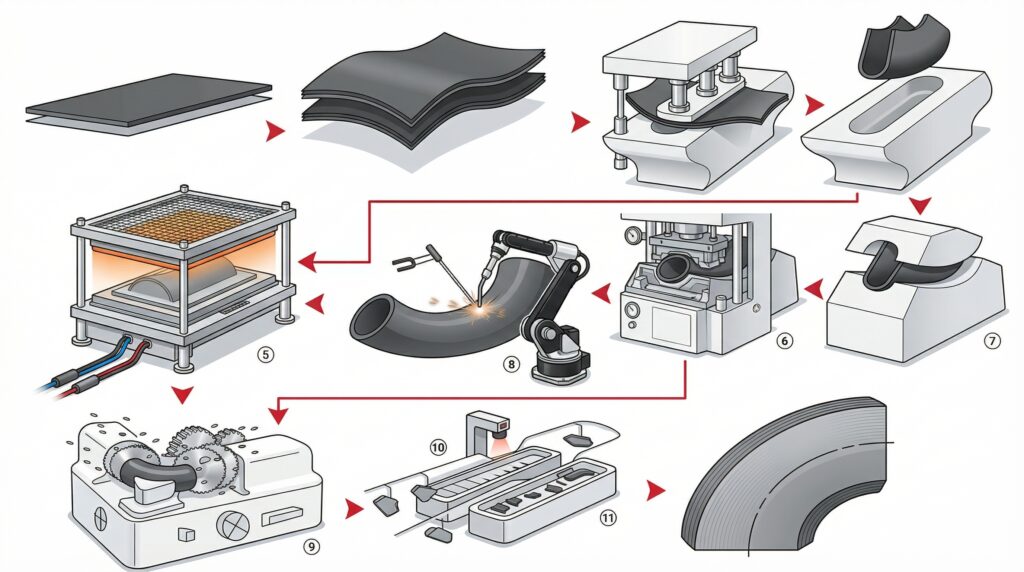
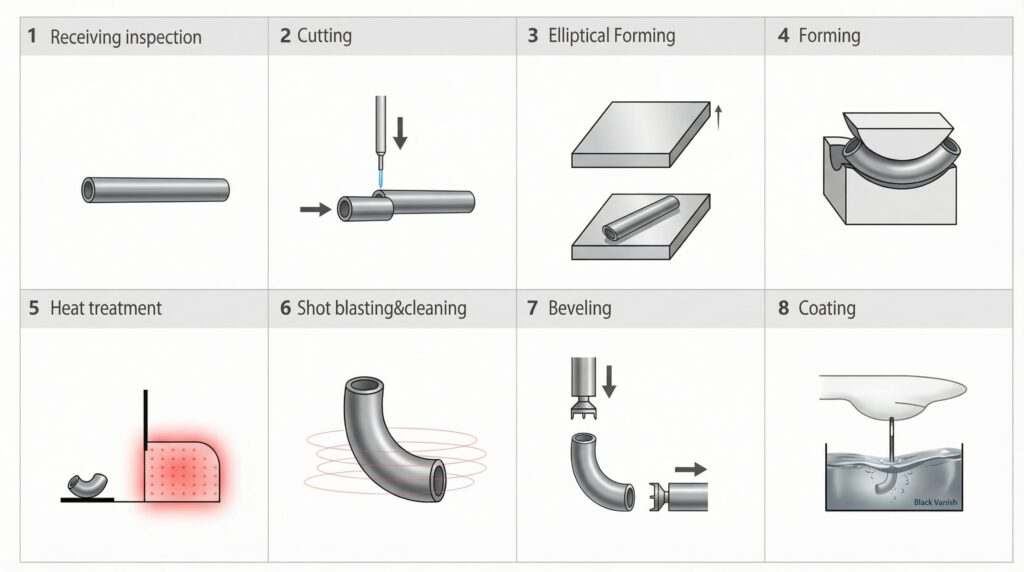
UO Method
The UO method is ideal for manufacturing medium-sized elbows, tees, and reducers.
- First, a plate is cut into a specially designed shape.
- It is then formed into a U-shape using an initial die.
- Next, another die forms it into an O-shape or tubular structure.
- Because of these two distinct shaping steps, it is known as the UO method.
- Once these fittings take on a tumbler shape, they are securely welded from both the inside and outside of the closing seam.
Hot Forming Die Bending
For thick-wall items that cannot be easily bent over a standard mandrel die, the hot-forming die-bending method is used.
- The pipe is heated to its forming temperature.
- It is then formed inside a die tailored to the specific shape.
- This process may be repeated as many times as needed to obtain the precise shape, size, and required wall thickness.
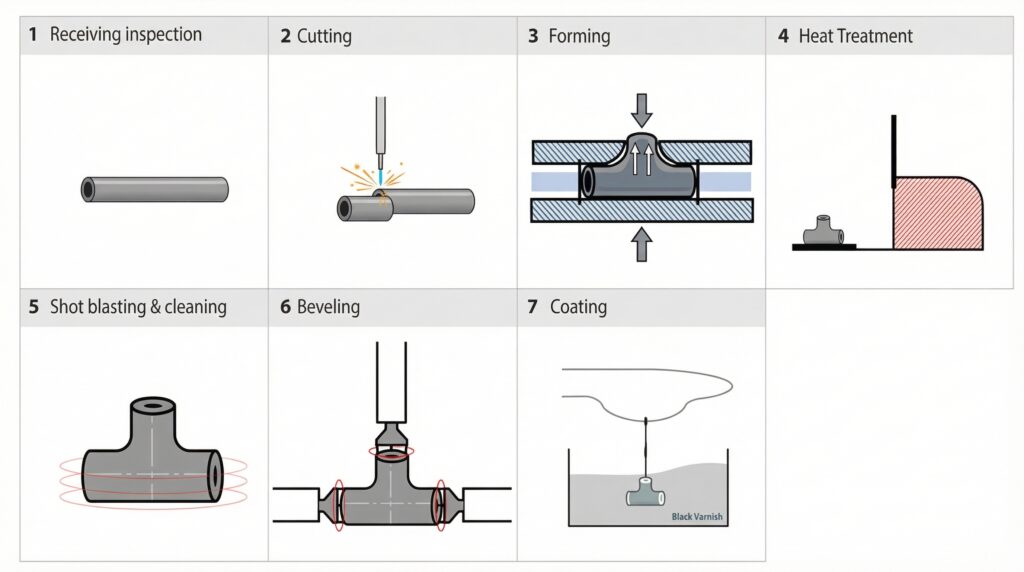
The TEE Manufacturing Process
Tees are critical for branching pipelines and require specialized methods to ensure the structural integrity of the branch connection.
Hydraulic Bulge Method
The hydraulic bulge method is primarily used to manufacture standard tees.
- A cut piece of pipe is carefully placed inside a hydraulic die.
- Liquid is filled inside the pipe, creating immense internal pressure.
- This hydraulic pressure pushes out the branch through a fixed opening in the die.
- While this method yields a very good surface finish, it cannot be used to manufacture tees with a higher wall thickness.
Hot Extrusion Method
When dealing with tees that have large diameters, heavy wall thicknesses, or materials with challenging workability, the hydraulic bulge method falls short. In these scenarios, the hot extrusion method is used.
- A pipe with a diameter larger than that of the finished product is typically used.
- The branch outlet is extruded directly from the pipe using an extrusion tool.
- If required, other dimensions of the body and branch can be fine-tuned by pressing the die.
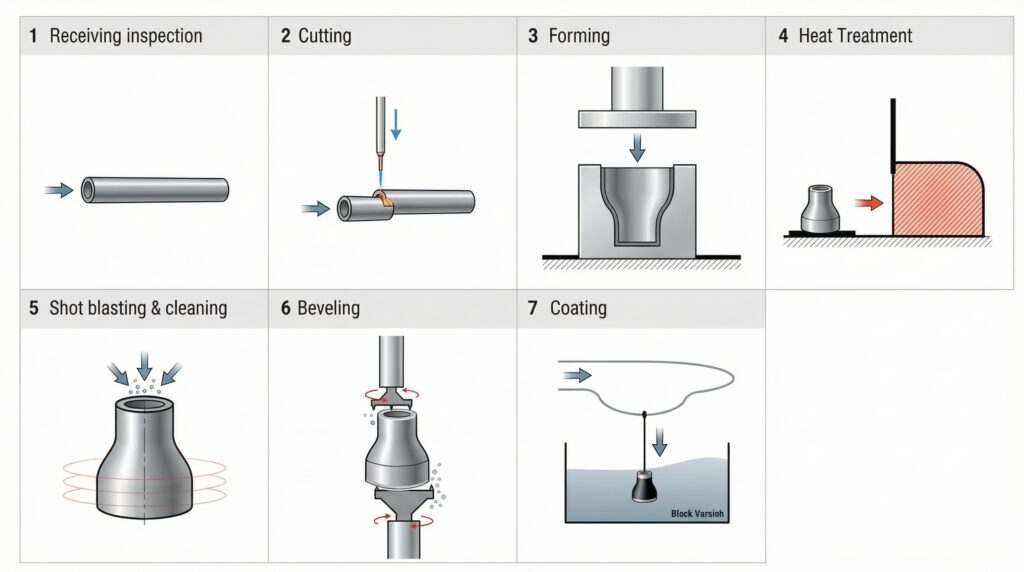
Manufacturing Reducers, Caps, and Stub Ends
Other common fittings have their own dedicated, highly efficient manufacturing processes.
Reducer Manufacturing (Outer Die Method)
The most common method for manufacturing reducers is the Outer Die method.
- The raw pipe is cut and pressed directly into an outer die.
- This action compresses one end of the pipe.
- This highly effective technique is largely useful for producing small to medium-sized reducers.
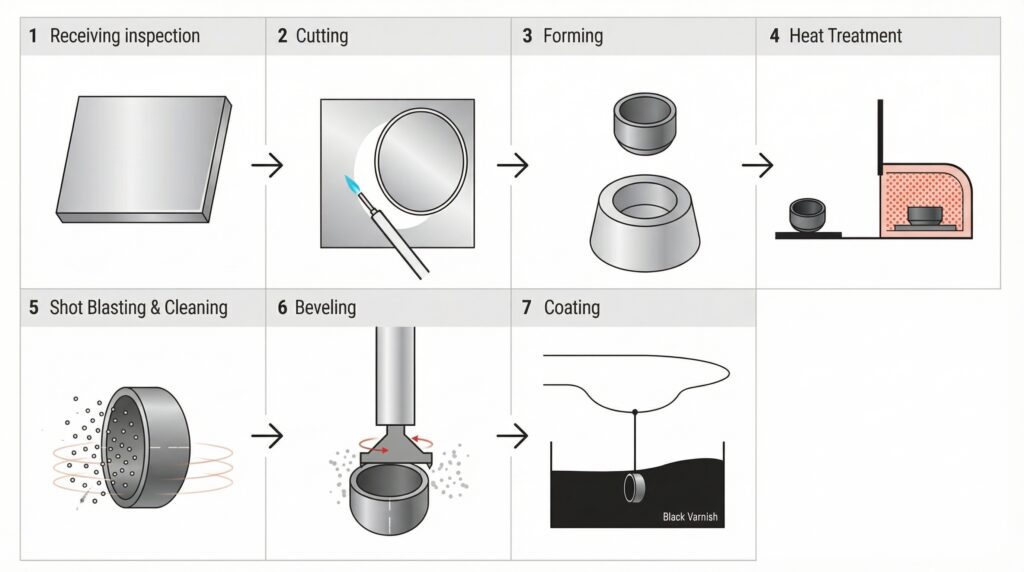
Cap Manufacturing (Deep Drawing Method)
Pipe caps are manufactured using the Deep Drawing method.
- A flat metal plate is cut out into a circle.
- This circular plate is then formed into the cap shape using a deep-drawing die.
Stub End Manufacturing (Flaring Method)
Stub ends, or lap joint flanges, are predominantly manufactured by flaring.
- The pipe end is flared or sparged out directly from a flange face.
- Alternatively, stub ends can be manufactured by forging, in which a solid forge block is meticulously machined to the final dimensions.
Fitting Heat Treatment Requirements
The manufacturing journey doesn’t always end with forming. Heat treatment is a critical final step, depending on how the fitting was made.
- Hot-finished pipe fittings generally do not require any additional heat treatment.
- Conversely, cold-finished pipe fittings mandate heat treatment in accordance with applicable ASTM standards.
Common heat treatments for these fittings include:
- Normalizing.
- Quenching.
- Tempering.
- Solution Annealing.
- Stress relieving.
- A tailored combination of the above methods.
The pipe fitting manufacturing process is diverse, requiring different methods depending on the fitting type, size, and material thickness. While there are many other methods used based on specific project requirements, the ones covered in this guide represent the most well-known and widely adopted processes in the industry. Understanding these processes ensures better quality control and material selection for industrial piping systems.
Key Takeaways
- Pipe fittings are manufactured from seamless pipes, welded pipes (with filler material), and plates.
- The manufacturing process utilizes both hot forming and cold forming methods.
- Elbows are commonly manufactured using the mandrel method, a hot-forming technique that pushes the pipe over a die.
- Tees with normal thickness utilize the hydraulic bulge method, while thicker or larger tees require hot extrusion.
- Heat treatment is required for cold-finished pipe fittings to meet ASTM standards, whereas hot-finished fittings are not.
FAQs
Q1: What materials are used to manufacture pipe fittings? Fittings are primarily manufactured from seamless pipes and welded pipes with filler material. For large diameter fittings, heavy plates are used. Note that ERW and EFW pipes cannot be used for this manufacturing process.
Q2: How is the mandrel method used in elbow manufacturing? The mandrel method is a hot-forming process in which a cut pipe piece is pushed by a hydraulic ram over a specialized die called a “mandrel”. An induction heating coil heats the pipe, allowing it to expand and bend simultaneously.
Q3: Why can’t the hydraulic bulge method be used for all tees? While the hydraulic bulge method provides an excellent surface finish by using liquid pressure to push out a branch, it lacks the power to manufacture tees with greater wall thickness. Large-diameter or heavy-wall tees are instead manufactured by hot extrusion.
Q4: Do all pipe fittings require heat treatment? No, hot-finished pipe fittings do not require heat treatment. However, cold-finished pipe fittings do require heat treatment—such as normalizing, quenching, or tempering—per applicable ASTM standards.
